

Le procédé
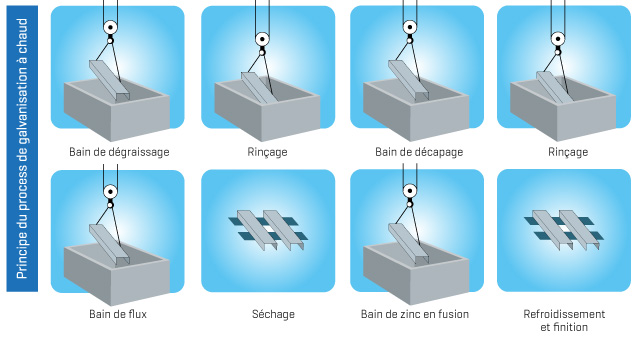
les differentes etapes du processLa galvanisation à chaud est une liaison métallurgique de zinc et d'acier produite en usine sous des conditions contrôlées. Ce procédé, caractérisé par sa simplicité, produit une excellente résistance anticorrosive, permettant une adhésion moléculaire entre les deux métaux en plus d'une protection cathodique.
Inspection pre-galvanisation des materiaux
Pour débuter, nous procédons à une inspection des matériaux afin de s'assurer que l'acier peut être galvanisé selon les spécifications requises et pour déterminer si :
 1. la conception, les soudures, les méthodes de fabrication ainsi que l'état de la surface de l'acier peuvent subir les étapes normales de la galvanisation;
1. la conception, les soudures, les méthodes de fabrication ainsi que l'état de la surface de l'acier peuvent subir les étapes normales de la galvanisation;
2. il y a de la peinture ou toute autre matière contaminante (vernis, laques de toutes sortes, etc) pouvant nécessiter des procédures supplémentaires de nettoyage telles le sablage au jet ou le nettoyage chimique;
3. l'acier assemblé exigera des trous (supplémentaires) de ventilation ou de drainage pour les cavités creuses;
4. d'autres critères pouvant affecter les procédures normales de la galvanisation sont présents.
Nettoyage et degraissage
L'acier est ensuite soumis à un processus de préparation de la surface, à savoir :
 1. le dégraissage dans une solution alcaline chaude qui éliminera les résidus de saleté ou d'huile;
1. le dégraissage dans une solution alcaline chaude qui éliminera les résidus de saleté ou d'huile;
2. le décapage par immersion dans une solution diluée d'acide chlorhydrique ou sulfurique qui éliminera la rouille de surface et la calamine;
3.- l'immersion dans une solution de chlorure de zinc ammoniacal qui augmentera les propriétés adhérentes de l'acier fraîchement nettoyé et empêchera son oxydation avant qu'il soit transféré dans le bain de zinc en fusion.
Flux
Une fois l'acier nettoyé à l'acide, il est submergé dans une solution de chlorure de zinc ammoniacal ayant pour but d'ajouter une protection qui préviendra de toute nouvelle oxydation avant la galvanisation et ainsi d'assurer une bonne fusion métallurgique du zinc et de l'acier durant l'immersion.
Galvanisation à chaud
 1. Une fois les opérations de la préparation de surface terminées, l'acier est immergé dans un bain de zinc en fusion afin d'obtenir une liaison métallurgique par la diffusion du zinc et de l'acier.
1. Une fois les opérations de la préparation de surface terminées, l'acier est immergé dans un bain de zinc en fusion afin d'obtenir une liaison métallurgique par la diffusion du zinc et de l'acier.
2. Le trempage comme tel requiert très peu de temps et les alliages intermétalliques de zinc et d'acier, qui constituent la base du revêtement, sont formés lorsque l'acier atteint la température du zinc liquide (416 C (845 F). Une fois les couches de l'alliage formées, l'acier est retiré graduellement du bain de zinc pour s'assurer d'une surface uniforme et pure.
Refroidissement
 1. Suite au retrait graduel des pièces d'acier du bassin de zinc, l'acier est trempé dans l'eau pour permettre une manipulation aisée et rapide.
1. Suite au retrait graduel des pièces d'acier du bassin de zinc, l'acier est trempé dans l'eau pour permettre une manipulation aisée et rapide.
2. Certaines solutions de refroidissement peuvent contenir d'autres substances permettant une passivation partielle des surfaces qui prolongera le revêtement ou les protégera contre les taches prématurées.
3. Il peut arriver que le trempage ne soit pas recommandé à cause des normes de conception ou des utilisations finales des produits. à ce moment-là, le simple refroidissement à l'air sera recommandé.
Inspection finale
Une inspection visuelle et une mesure de l'épaisseur de la couche sont faites pour s'assurer que la galvanisation rencontre les normes de galvanisation internationales. Un certificat de conformité est disponible sur demande.
IMPORTANT : Afin de maintenir une efficacité et une performance optimales, nous effectuons une vérification régulière de tous les bains de trempage, des procédures et des équipements de vérification.

